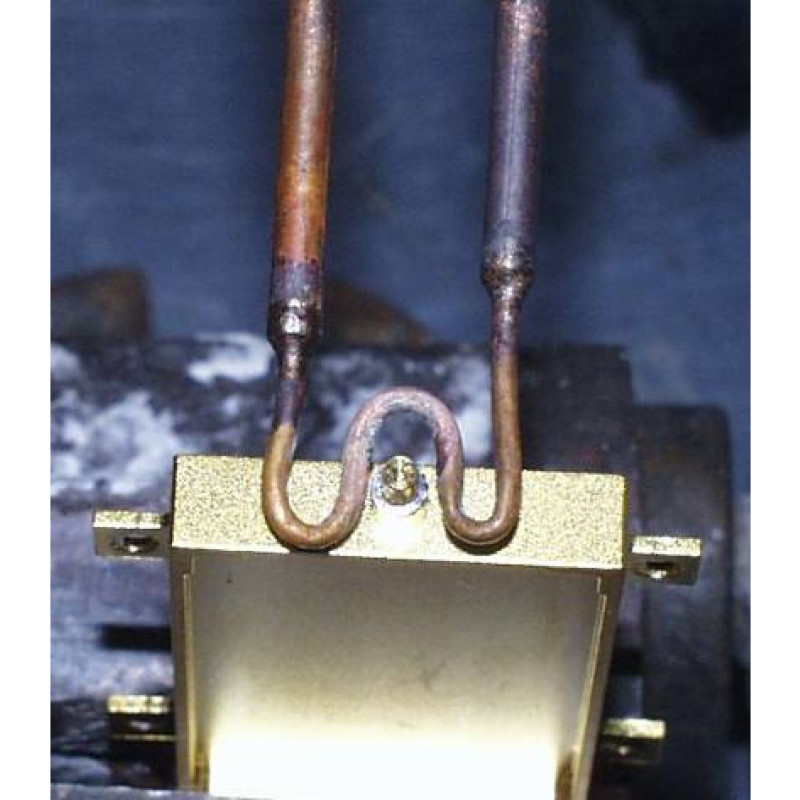
Hermetically sealing a fiber optic cable in a kovar ferrule
Objective: Soldering a fiber optics cable in a ferrule to form a hermetic seal.
Frequency: 346 kHz
Equipment:
Ambrell 1.2 kW induction heating system, equipped with a remote workhead containing one 0.66μF capacitor;
An induction heating coil designed and developed specifically for this application.
Material: Panda PM fiber 0.0098” (.25mm) dia, kovar ferrule 0.086” (2.2mm) dia and metal enclosure 1.96” x 1.06” x 0.23” thick (50mm x 27mm x 5.9mm thick), solder preforms and flux
Temperature: 450 ºF (232 ºC)
Process:
A single turn channel “C” coil is used for this soldering application. Assembly is fluxed at the joint area and power is applied for 15 seconds to create the hermetic seal in the ferrule. The customer chose our solution due to the ability to design the single channel “C” coil. The coil heats quickly so that the heat does not travel to heat sensitive components in the case.
Benefits:
Instant start up time requiring very little power resources;
Targets small areas with pin point accuracy;
Clean source of heat;
Easily integrated into existing automated systems;
Hermetically sealing a fiber optic cable in a kovar ferrule
Objective: Soldering a fiber optics cable in a ferrule to form a hermetic seal.
Frequency: 346 kHz
Equipment:
Ambrell 1.2 kW induction heating system, equipped with a remote workhead containing one 0.66μF capacitor;
An induction heating coil designed and developed specifically for this application.
Material: Panda PM fiber 0.0098” (.25mm) dia, kovar ferrule 0.086” (2.2mm) dia and metal enclosure 1.96” x 1.06” x 0.23” thick (50mm x 27mm x 5.9mm thick), solder preforms and flux
Temperature: 450 ºF (232 ºC)
Process:
A single turn channel “C” coil is used for this soldering application. Assembly is fluxed at the joint area and power is applied for 15 seconds to create the hermetic seal in the ferrule. The customer chose our solution due to the ability to design the single channel “C” coil. The coil heats quickly so that the heat does not travel to heat sensitive components in the case.
Benefits:
Instant start up time requiring very little power resources;
Targets small areas with pin point accuracy;
Clean source of heat;
Easily integrated into existing automated systems;