Annealing brass and bronze tubing prior to bending to form handrails
Objective: Annealing brass and bronze tubing for bending in a mandrel bender to form handrails.
Frequency: 228 kHz
Equipment:
Ambrell 6 kW induction heating system, equipped with a remote workhead containing two 0.5μF capacitors for a total of 0.25μF;
An induction heating coil designed and developed specifically for this application.
Material:
Brass tubes 1.5” (38.1mm) and 2” (50.8mm) diameter with 0.065” (1.65mm) wall thickness;
Bronze tubes 1.5” (38.1mm) and 2” (50.8mm) diameter with 0.100” (2.54mm) wall thickness.
Temperature: 1000 °F (538 °C)
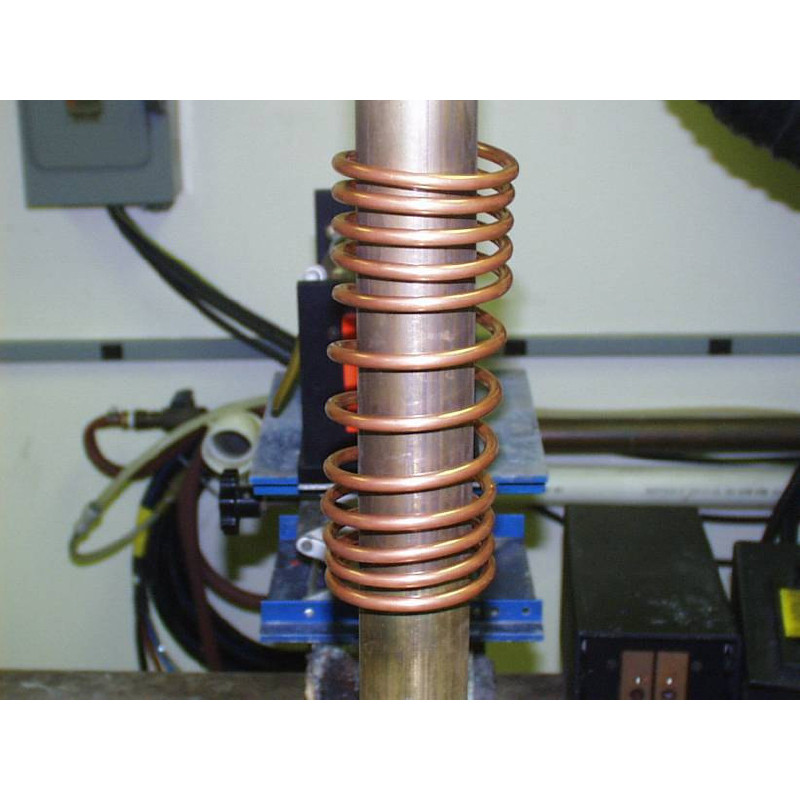
Process:
A twelve turn helical coil is used to heat an 8” (20.3cm) area 3” (7.6cm) above the end of the tube. Each of the four tubes require a different heat cycle and time to reach the required temperature. Please see the chart below for each tube.
1.5"
1.5"
2"
2"
Brass
Bronze
Brass
Bronze
Heat Cycle Time [s]
80
100
100
120
Power [kW]
4
4.15
3.1
3.4
Current [A]
248
255
200
212
Frequency [kHz]
197
197
228
228
Benefits:
High efficiency, low energy costs
Precise and controllable placement of heat
Hands-free heating that involves no operator skill for manufacturing
Even distribution of heating, eliminating fractures during bending
Annealing brass and bronze tubing prior to bending to form handrails
Objective: Annealing brass and bronze tubing for bending in a mandrel bender to form handrails.
Frequency: 228 kHz
Equipment:
Ambrell 6 kW induction heating system, equipped with a remote workhead containing two 0.5μF capacitors for a total of 0.25μF;
An induction heating coil designed and developed specifically for this application.
Material:
Brass tubes 1.5” (38.1mm) and 2” (50.8mm) diameter with 0.065” (1.65mm) wall thickness;
Bronze tubes 1.5” (38.1mm) and 2” (50.8mm) diameter with 0.100” (2.54mm) wall thickness.
Temperature: 1000 °F (538 °C)
Process:
A twelve turn helical coil is used to heat an 8” (20.3cm) area 3” (7.6cm) above the end of the tube. Each of the four tubes require a different heat cycle and time to reach the required temperature. Please see the chart below for each tube.
1.5"
1.5"
2"
2"
Brass
Bronze
Brass
Bronze
Heat Cycle Time [s]
80
100
100
120
Power [kW]
4
4.15
3.1
3.4
Current [A]
248
255
200
212
Frequency [kHz]
197
197
228
228
Benefits:
High efficiency, low energy costs
Precise and controllable placement of heat
Hands-free heating that involves no operator skill for manufacturing
Even distribution of heating, eliminating fractures during bending