shopping_cart
Karte
0,00 PLN
0
Zwischenablage
Sie müssen eingeloggt sein
-
-
-
Category
-
Halbleiter
- Dioden
- Thyristoren
- Elektroisolierte Module
- Brückengleichrichter
-
Transistoren
- Transistoren | GeneSiC
- SiC-MOSFET-Module | Mitsubishi
- SiC-MOSFET-Module | STARPOWER
- ABB SiC-MOSFET-Module
- IGBT-Module | MITSUBISHI
- Transistormodule | MITSUBISHI
- MOSFET-Module von MITSUBISHI
- Transistormodule | ABB
- IGBT-Module | POWEREX
- IGBT-Module | INFINEON (EUPEC)
- Halbleiterkomponente aus Siziliumkarbid
- Przejdź do podkategorii
- Treiber
- Leistungsblöcke
- Przejdź do podkategorii
- Strom- und Spannungswandler von LEM
-
Passive Elemente (Kondensatoren, Widerstände, Sicherungen, Filter)
- Widerstände
-
Sicherungen
- Miniatursicherungen für elektronische Schaltungen der Serien ABC und AGC
- Schnelle Röhrensicherungen
- Zeitverzögerungssicherungen mit GL / GG- und AM-Eigenschaften
- Ultraschnelle Sicherungseinsätze
- Britische und amerikanische schnelle Sicherungen
- Schnelle europäische Sicherungen
- Traktionssicherungen
- Hochspannungs-Sicherungseinsätze
- Przejdź do podkategorii
-
Kondensatoren
- Kondensatoren für Motoren
- Elektrolytkondensator
- Island Filmkondensatoren
- Leistungskondensatoren
- Kondensatoren für Gleichstromkreise
- Kondensatoren zur Leistungskompensation
- Hochspannungskondensatoren
- Induktionsheizkondensatoren
- Impulskondensatoren
- DC LINK-Kondensatoren
- Kondensatoren für AC / DC-Schaltungen
- Przejdź do podkategorii
- Entstörungsfilter
- Superkondensatoren
- Überspannungsschutz
- TEMPEST-Strahlungserkennungsfilter
- Przejdź do podkategorii
-
Relais und Schütze
- Theorie der Relais und Schütze
- Dreiphasen-Halbleiterrelais AC
- Halbleiterrelais DC
- Regler, Steuerungen und Zubehör
- Sanftstarter und Schaltschütze
- Elektromechanische Relais
- Schütze
- Drehschalter
-
Einphasen-Halbleiterrelais AC
- Einphasen-Wechselstrom-Halbleiterrelais, Serie 1 | D2425 | D2450
- Einphasige AC-Halbleiterrelais der Serien CWA und CWD
- Einphasen-Wechselstrom-Halbleiterrelais der Serien CMRA und CMRD
- Einphasen-Wechselstrom-Halbleiterrelais, PS-Serie
- Doppel- und Vierfach-Wechselstrom-Halbleiterrelais, Serie D24 D, TD24 Q, H12D48 D.
- 1-phasige Festkörperrelais, gn-Serie
- Einphasige Wechselstrom-Halbleiterrelais, Serie ckr
- Einphasen-Wechselstromrelais der ERDA- UND ERAA-SERIE für die DIN-Schiene
- Einphasige Wechselstromrelais für 150A Strom
- Doppelte Halbleiterrelais mit integriertem Kühlkörper für eine DIN-Schiene
- Przejdź do podkategorii
- Einphasen-Halbleiterrelais AC für Leiterplatten
- Interface-Relais
- Przejdź do podkategorii
- Induktive Komponente
- Radiatoren, Varistoren, Thermoschütze
- Ventilatoren
- Klimaanlagen, Ausrüstung für Schaltschränke, Industriekühler
-
Batterien, Ladegeräte, Pufferstromversorgungen und Wechselrichter
- Batterien, Ladegeräte - theoretische Beschreibung
- Lithium-Ionen-Batterien. Kundenspezifische Batterien. Batteriemanagementsystem (BMS)
- Batterien
- Ladegeräte und Zubehör
- USV-Notstromversorgung und Pufferstromversorgung
- Konverter und Zubehör für die Photovoltaik
- Energiespeicher
- Brennstoffzellen
- Lithium-Ionen-Batterien
- Przejdź do podkategorii
-
Automation
- Spiralift Hebebühnen
- Futaba Drohnenteile
- Grenzschalter, Microschalter
- Sensoren, Wandler
-
Pyrometer
- Infrarot-Temperatursensor, kabellos, wasserdicht, IR-TE-Serie
- Infrarot-Temperatursensor, kabellos, IR-TA-Serie
- Infrarot-Temperatursensor, kabellos, IR-H-Serie
- Ein schnelles stationäres Pyrometer in einem sehr kleinen IR-BA-Gehäuse
- Lichtleiter-Temperatursensoren, IR-FA-Serie
- Das stationäre Pyrometer der IR-BZ-Serie
- Przejdź do podkategorii
- Zähler, Zeitrelais, Einbaumessgeräte
- Industrielle Schutzausrüstung
- Licht- und Signalentechnik
- Infrarot-Kamera
- LED-Anzeigen
- Taster, Schalter und Zubehör
- Przejdź do podkategorii
-
Adern, Litzen, Schutzhüllen, Flexible Verbingungen
- Drähte
- Kabeleinführungen und Kupplungen
- Litzen
- Kabel für spezielle Anwendungen
- Schläuche
-
Geflochtene Kabel
- Zöpfe flach
- Zöpfen Runde
- Sehr flexible Geflecht - flach
- Sehr flexible Geflecht - Rund
- Kupfergeflecht zylindrischen
- Kupfergeflechtschirm und zylindrischer
- Flexible Massebänder
- Geflechte zylindrischen verzinkt und Edelstahl
- PVC-isolierte Kupferlitzen - Temperatur 85 ° C
- Flach geflochtene Aluminium
- Connection Kit - Zöpfe und Röhren
- Przejdź do podkategorii
- Leitungen und Sonstiges für Traktion
- Crimpverbinder
- Flexible isolierte Kupferschienen
- Mehrschichte flexible Kupferschienen
- Kabelrohre, Kabelkanäle und Kabelführung
- Przejdź do podkategorii
- Zobacz wszystkie kategorie
-
Halbleiter
-
-



Line-up Expansion of X-Series High Voltage IGBT Modules in the 3300 V Class

Line-up Expansion of X-Series High Voltage IGBT Modules in the 3300 V Class
The 3300 V X-Series continues the success story of the R- and the H-Series power modules of Mitsubishi Electric by improving the overall performance of the device.
By Eugen Wiesner and Eugen Stumpf Mitsubishi Electric Europe B. V. and H. Uemura Mitsubishi Electric Corporation
Introduction
Major applications using 3300 V IGBT modules like traction, medium voltage drives or power transmission & distribution require an absolute minimization of the number of fi eld failures. Taking into consideration all possible worst case application conditions, it must be ensured that the device must be operated safely inside the technical specifi cation. But in reality, it is sometimes impossible to predict all the worst case conditions which might occur during an actual fi eld operation. That is the reason behind the requirement which states that IGBT modules must have reasonable margin between the parameters representing the module specifi cations and the critical operation of the module. The 3300 V X-Series was developed to improve the device durability, reliability and to further minimize the failure probability during an actual operation in the fi eld. This article describes the basic points of the X-Series design including the improvements contributing to a safe operation of the device to ensure an overall good performance.
Seventh Generation 3300 V IGBT chip
The fi rst 3300 V modules (H-Series) were released by Mitsubishi Electric in 1997. The IGBT chip performance has been continuously improved over time since the release of the fi rst generation. The fi rst H-Series power devices have a planer gate IGBT chip structure. The subsequent R-Series devices utilize an improved planar gate structure thereby allowing a wide operation temperature range from -50 °C to 150 °C. Furthermore a reduction of power losses and an increase in the module power density was achieved.
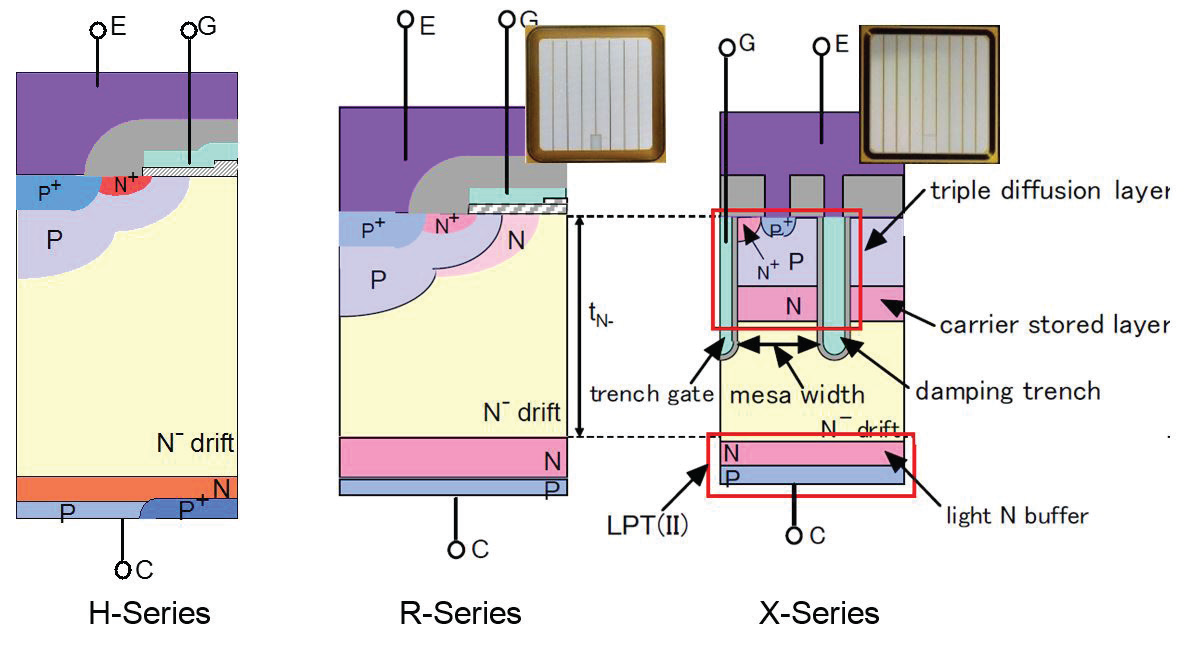
Figure 1: 3300V IGBT chip evolution
The development sequence of the 3300 V IGBT chips has been represented in Figure 1. The X-Series 3300 V IGBT chips contribute to a further increase in the module power density and an additional improvement in the IGBT power module characteristics. The CM1800HC-66X will be the fi rst device out of this new 3,3 kV X-Series that will be available in Q2/2017. It has the current rating of 1800A, it is a standard package with a foot print of 190 mm x 140 mm possessing an isolation voltage of 6 kV(AC).
Trade-off for Optimizing the IGBT Performance
The Figure 2 shows the fundamental triangular trade-off relationship of the IGBT power device. Three main parameters – the IGBT forward voltage (VCE(sat)), the turn off energy (EOFF) and the safe operating area (SOA) are strongly related to each other [1]. Additionally, the Short Circuit Safe Operating Area (SCSOA) is an important parameter which aff ects the optimization potential of other parameters. The consequent improvement of one parameter - like the reduction of the IGBT forward voltage may cause the increase of the short circuit current. The short circuit time tSC representing the SCSOA will thus be reduced.
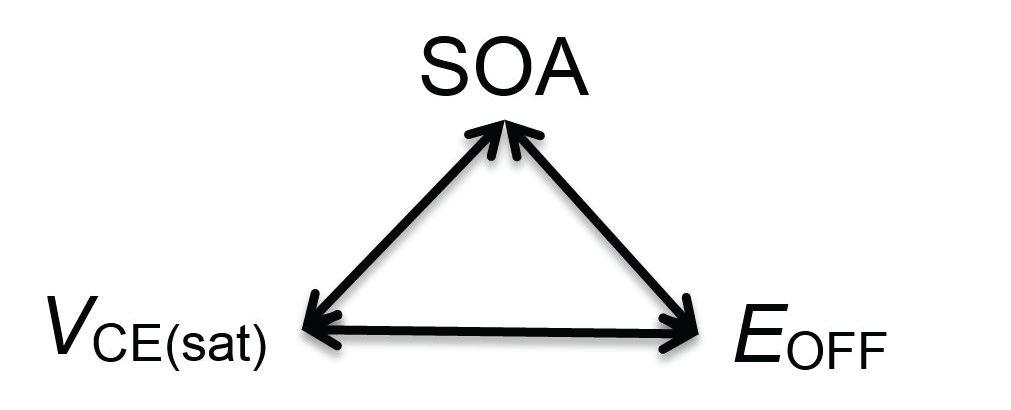
Figure 2: Fundamental trade-off for IGBT characteristics
The X-Series 3300 V IGBT chip was designed to provide an optimized and a balanced performance between IGBT forward voltage VCE(sat), turn-off switching energy EOFF and safe operating area. The design target was to maintain the 10 μs short circuit time (which is an existing market standard) along with a reasonable safety margin. The VCE(sat) versus EOFF trade-off curve of the X-Series is shown in Figure 3. The forward voltage was reduced by about 30% compared to the previous planar R-Series devices. The turn-off energy was maintained on the same level. This improvement was possible by adopting the trench gate structure CSTBT(III)TM and increasing the active chip area. The increase of the active chip area was possible by using an advanced guard-ring structure [2].
Even with such an improvement in the forward voltage, the short circuit current is relatively low thereby permitting the utilization of a short circuit time duration of 10 μs. To design a power module with adequate safety and reliability, it is also important to know the real limitation of the module. In this regard, the module will be tested to ascertain the point of failure and the device under test therefore will be subjected to extended short circuit time duration. Figure 4 shows the typical short circuit measurement result with CM1800HC-66X module at maximum operation conditions of TJ=150 °C and VCC=2500 V with a time duration of 15 μs. Apart from the short circuit energy, the short circuit time is also a parameter which indicates the short circuit device capability. With respect to the test result mentioned in Figure 4, the short circuit energy dissipated was more than 250 J. The 15μs time duration is 50% higher compared to the standard value of 10 μs, although the device could withstand 15 μs without failure.
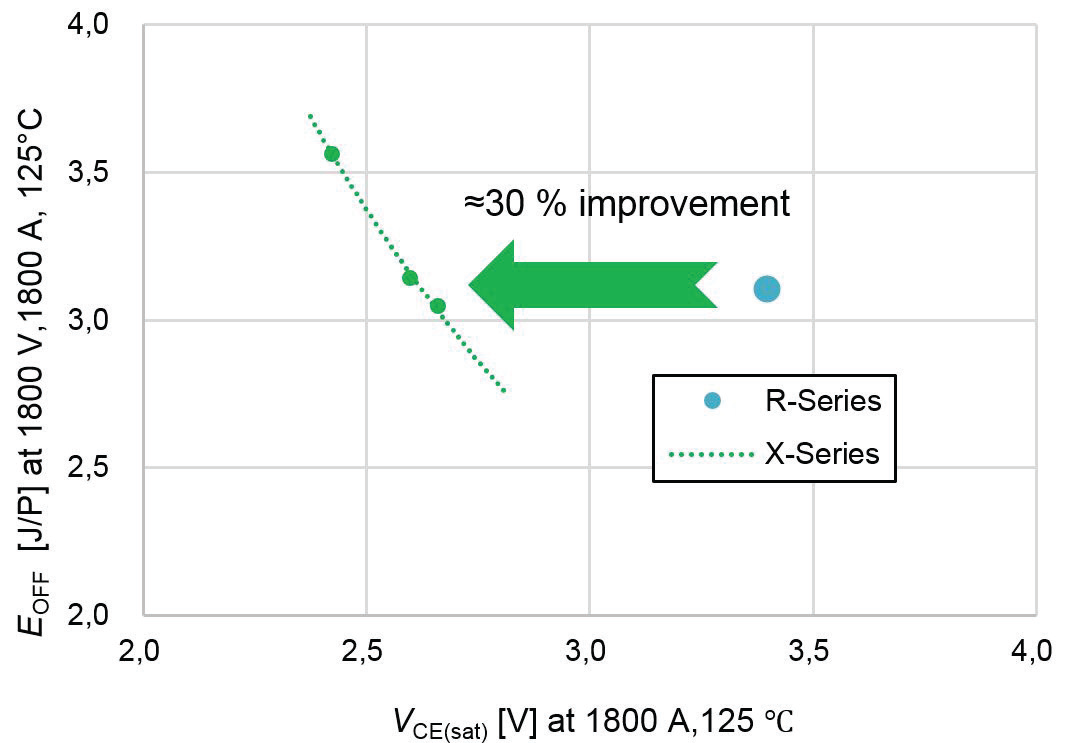
Figure 3: trade off VCE(sat) vs. EOFF at TJ=125°C
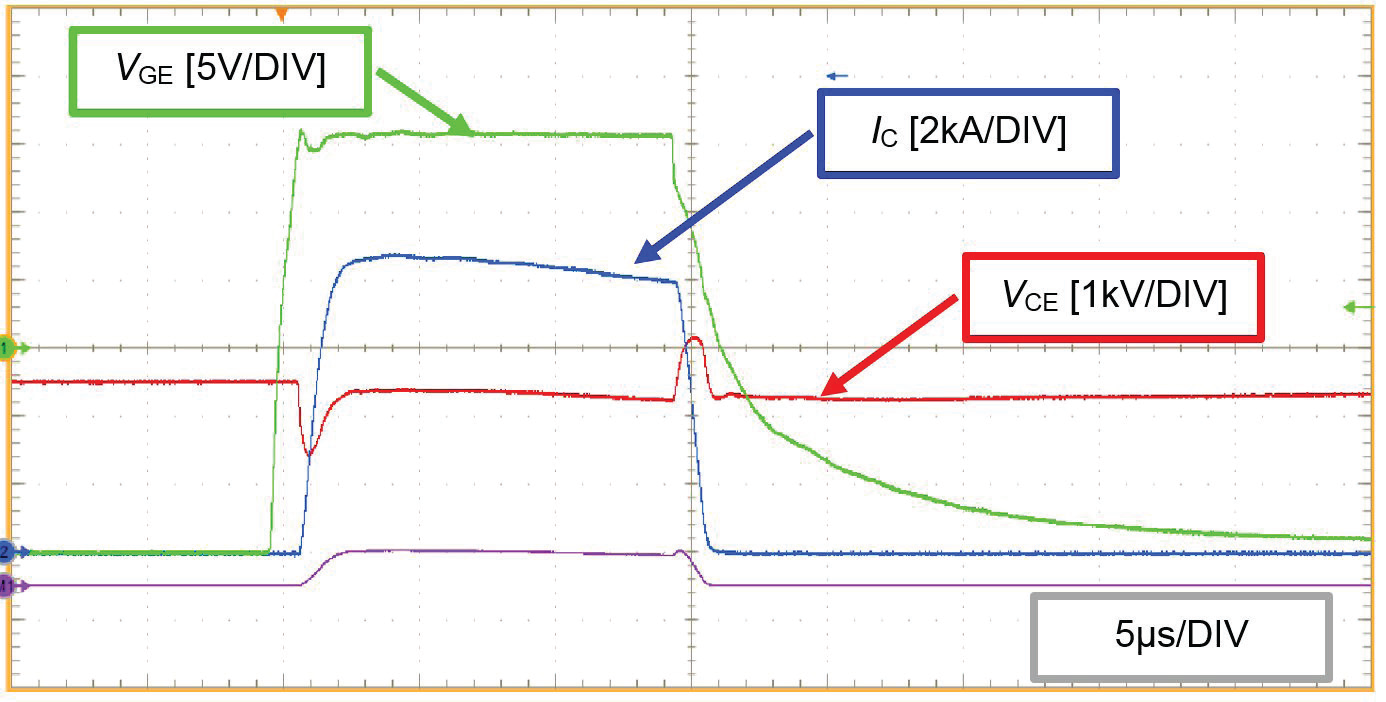
Figure 4: typical short circuit evaluation waveforms at TJ=150 °C, VCC=2500 V
The durability of the 7th Gen. IGBT chip to endure short circuit types II and III was already demonstrated with the X-Series fi rst runner 6500 V power module - CM1000HG-130XA [3].
Furthermore, the contribution of the guard-ring size reduction is the improvement of the thermal resistance between junction and case. Compared to the R-Series, the thermal resistance (junction to case) was improved by about 11% for the IGBT and by about 8% for the diode. This also contributes to enhancement of the module power density.
Case Study for Inverter Operation
The overall electrical and thermal performance characteristics improvement can be represented by simulation result in the three phase inverter operation. The diagram in Fig. 5 shows the simulation result of the normalized RMS output current versus switching frequency under the conditions: VCC=1800 V, m=1, cos(φ)=0,9, TJ=150 °C and the junction to case temperature increase of 10 K. At the switching frequency of 300 Hz, the RMS output current of CM1800HC-66X power module can be increase by about 20% compared to CM1500HC-66R device.
The CM1800HC-66X was designed not only to deliver good electrical performance, but also to withstand harsh environmental conditions like high humidity. The part of the module that is most sensitive to humidity is the chip guard ring area. With the newly adopted Surface Charge Control (SCC) technology, it is possible to control the surface charge in the guard ring area to achieve signifi cant humidity withstand capability even when the guard ring width is reduced [4].
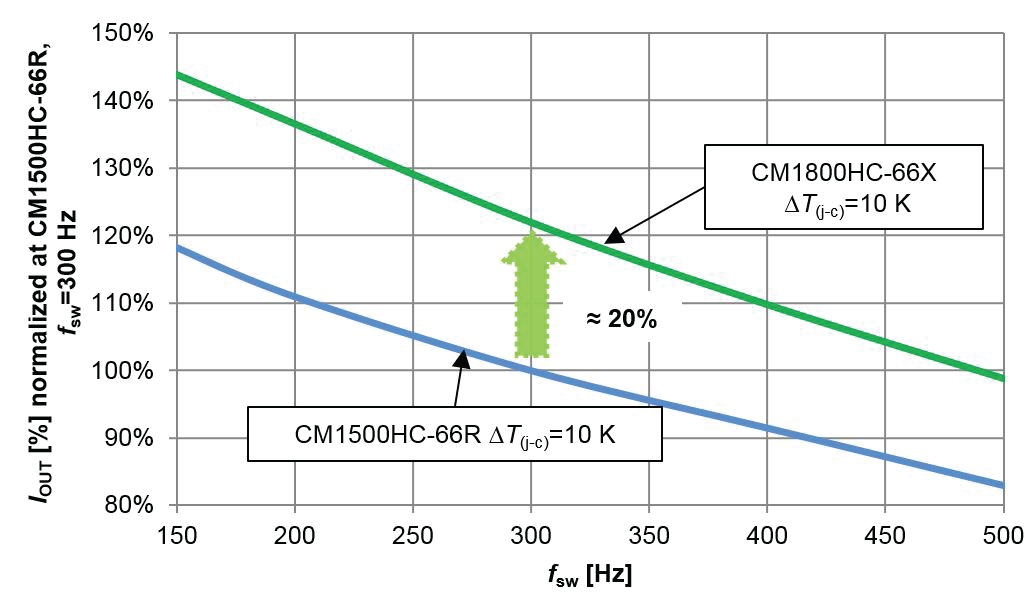
Figure 5: Inverter output current versus switching frequency at VCC=1800 V, cos(φ)=0,9, m=1, TJ=150 °C.
Conclusion
The new CM1800HC-66X power module allows an improvement in the converter design by reducing the power losses or increasing the converter power density. Furthermore it continues MITSUBISHI’s tradition of delivering high reliability and enabling a durable design in the 3300 V class IGBT power modules.
References
[1] T. Minato and H. Takahashi, “New Power-Element Technology”, Mitsubishi Electric ADVANCE, pp. 24-27, 2004.
[2] Ze Chen, et al, “A balanced High Voltage IGBT Design with Ultra Dynamic Ruggedness and Area-effi cient Edge Termination,” Proc. ISPSD 2013, p 37, Kanazawa, Japan.
[3] N. Tanaka, “Durable Design of the new HVIGBT Module”, PCIM 201 5.
[4] Sh. Honda, “High Voltage Device Edge Termination for Wide Temperature plus Humidity with Surface Charge Control Technology”, ISPSD 2016.
Ähnliche Beiträge
Now available – DC/DC converters from PREMIUM
We introduced a novelty to our permanent offer in DACPOL in the category of power supplies and converters and today...
Read more
New release in DACPOL lighting for lathes – Kira covers
We introduce a new product into the DACPOL category of industrial lighting and today we offer KIRA covers for...
Read more
Hinterlassen Sie einen Kommentar