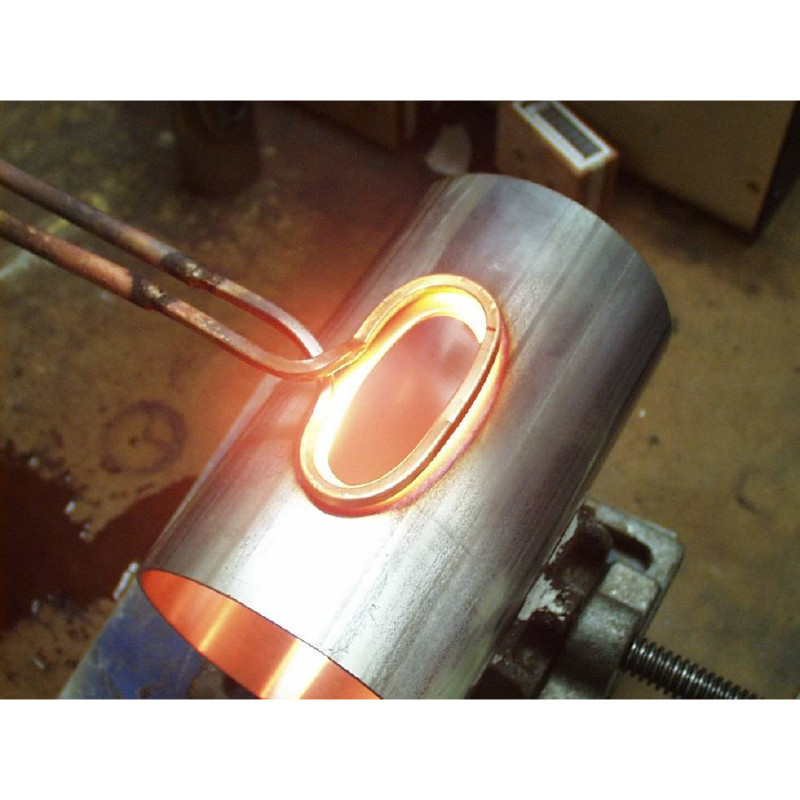
A single turn helical coil is used on the 4” (101.6mm) diameter tubes and a two turn helical coil is used on the smaller diameters. The coil is placed over the oval cutout and power is supplied for 15 seconds to anneal a 0.25" (6.35mm) diameter around the cutout.
Benefits:
Precise and controllable placement of heat to anneal only the required area
Faster process than flame
Repeatable results
Hands-free heating that involves no operator skill for manufacturing
A single turn helical coil is used on the 4” (101.6mm) diameter tubes and a two turn helical coil is used on the smaller diameters. The coil is placed over the oval cutout and power is supplied for 15 seconds to anneal a 0.25" (6.35mm) diameter around the cutout.
Benefits:
Precise and controllable placement of heat to anneal only the required area
Faster process than flame
Repeatable results
Hands-free heating that involves no operator skill for manufacturing