Objective: To heat a magnetic steel part for a forming application; the client had been using a torch for the application.
Frequency: 125 kHz
Equipment:
Ambrell EKOHEAT® 15 kW, 50-150 kHz induction heating system equipped with a remote workhead;
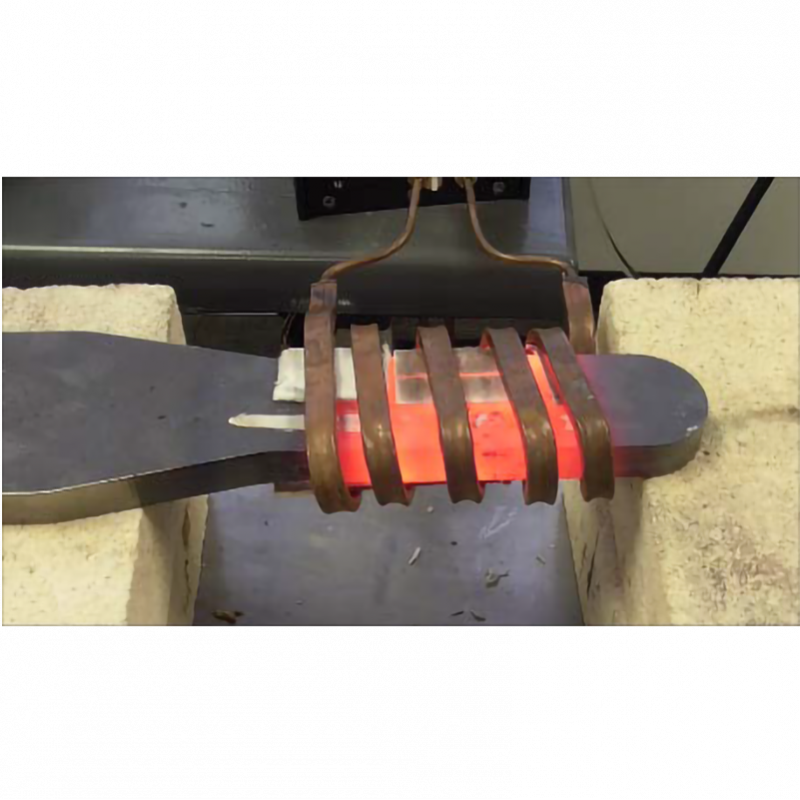
A single position multiple-turn helical coil designed specifically for this application.
Material: Magnetic steel part
Temperature: 1700 °F (927 °C)
Process:
Temperature indicating paint was applied to the part to easily identify when it achieved temperature, and then the induction power was turned on. It took about three minutes for the part to reach 1700 °F (927 °C) at 10 kW and two minutes and twenty seconds with 15 kW for this through-Curie heating application.
Benefits:
Speed: Induction heated the part to forming temperature more rapidly than a torch;
Precise, repeatable heating: Induction can target the precise portion of the part that requires heating every time;
Safety: An open flame creates safety concerns, whereas induction is a comparatively safe heating method;
Objective: To heat a magnetic steel part for a forming application; the client had been using a torch for the application.
Frequency: 125 kHz
Equipment:
Ambrell EKOHEAT® 15 kW, 50-150 kHz induction heating system equipped with a remote workhead;
A single position multiple-turn helical coil designed specifically for this application.
Material: Magnetic steel part
Temperature: 1700 °F (927 °C)
Process:
Temperature indicating paint was applied to the part to easily identify when it achieved temperature, and then the induction power was turned on. It took about three minutes for the part to reach 1700 °F (927 °C) at 10 kW and two minutes and twenty seconds with 15 kW for this through-Curie heating application.
Benefits:
Speed: Induction heated the part to forming temperature more rapidly than a torch;
Precise, repeatable heating: Induction can target the precise portion of the part that requires heating every time;
Safety: An open flame creates safety concerns, whereas induction is a comparatively safe heating method;