Objective: Annealing a 1” lip on aluminum cryogenic dewar* that has been work hardened during the process of spin forming.
Frequency: 303 kHz
Equipment:
Ambrell 3.5 kW induction heating system, equipped with a remote workhead containing one 1.0 μF capacitor;
An induction heating coil designed and developed specifically for this application.
Material: Aluminum dewar, lip has a 3.24” (82.3mm) ID and is 0.05” (1.3mm) thick.
Temperature: 800 °F (427 °C)
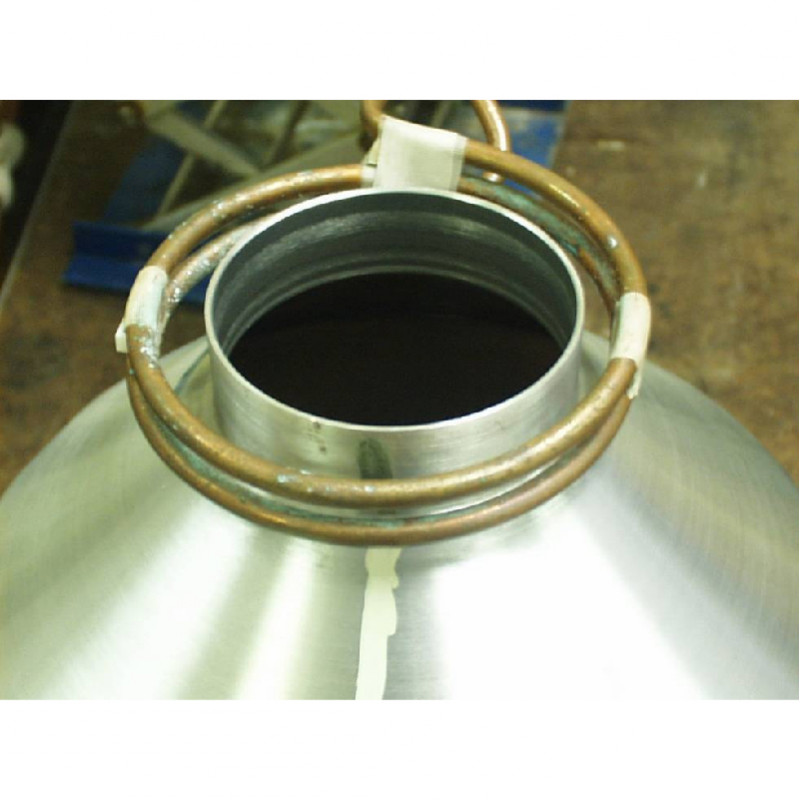
Process:
A two turn helical coil is used to heat the lip on the cryogenic dewar. The dewar is placed in the coil and power is applied for 2 minutes to anneal the required 1” heat zone.
Benefits:
Hands-free heating that involves no operator skill for manufacturing;
Fast, controllable, accurate heating;
High efficiency, low energy cost;
Even distribution of heating;
* dewar is a glass or metal container for storing liquefied gases
Objective: Annealing a 1” lip on aluminum cryogenic dewar* that has been work hardened during the process of spin forming.
Frequency: 303 kHz
Equipment:
Ambrell 3.5 kW induction heating system, equipped with a remote workhead containing one 1.0 μF capacitor;
An induction heating coil designed and developed specifically for this application.
Material: Aluminum dewar, lip has a 3.24” (82.3mm) ID and is 0.05” (1.3mm) thick.
Temperature: 800 °F (427 °C)
Process:
A two turn helical coil is used to heat the lip on the cryogenic dewar. The dewar is placed in the coil and power is applied for 2 minutes to anneal the required 1” heat zone.
Benefits:
Hands-free heating that involves no operator skill for manufacturing;
Fast, controllable, accurate heating;
High efficiency, low energy cost;
Even distribution of heating;
* dewar is a glass or metal container for storing liquefied gases