Ambrell 3 kW induction heating system, equipped with a remote workhead containing one 0.66μF capacitor
An induction heating coil designed and developed specifically for this application
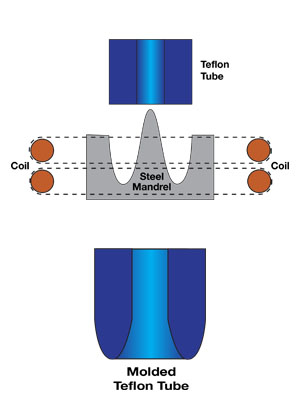
Process: A two turn coil is used to heat the steel mandrel to 660ºF (371.1ºC) in 2.7 seconds. To form the catheter tip, RF power is applied while the catheter is held over the mandrel. The tubing is then pushed on to the mandrel to form a consistent, even tip.
Ambrell 3 kW induction heating system, equipped with a remote workhead containing one 0.66μF capacitor
An induction heating coil designed and developed specifically for this application
Process: A two turn coil is used to heat the steel mandrel to 660ºF (371.1ºC) in 2.7 seconds. To form the catheter tip, RF power is applied while the catheter is held over the mandrel. The tubing is then pushed on to the mandrel to form a consistent, even tip.