shopping_cart
Chariot
0,00 PLN
0
Cache
Vous devez être connecté
-
-
-
Category
-
Semi-conducteurs
- La diode
- Les thyristors
- Modules de puissance isolés
- Ponts redresseurs
-
Transistors
- Transistors | GeneSiC
- Modules MOSFET SiC | Mitsubishi
- Modules MOSFET SiC | STARPOWER
- Modules MOSFET SiC ABB
- Modules IGBT | MITSUBISHI
- Modules de transistors | MITSUBISHI
- Modules MOSFET | MITSUBISHI
- Modules de transistors | ABB
- Modules IGBT | POWEREX
- Modules IGBT | INFINEON (EUPEC)
- Composants semiconducteurs en carbure de silicium
- Aller à la sous-catégorie
- Circuits de commande
- Blocs de puissance
- Aller à la sous-catégorie
- Transducteurs électriques
-
Composants passifs (condensateurs, résistances, fusibles, filtres)
- Résistances
-
Fusibles
- Fusibles miniatures pour c.imp. série ABC et AGC
- Fusible rapides tubulaires
- Cartouches de courbe GL/GG et AM
- Cartouches ultrarapides
- Fusibles à action rapide (norme britannique et américaine)
- Fusibles à action rapide (norme européenne)
- Fusibles de traction
- Cartouche de haute tension
- Aller à la sous-catégorie
-
Condensateurs
- Condensateurs pour moteurs
- Condensateurs électrolitiques
- Condensateurs de type snubbers
- Condensateurs de puissance
- Condensateurs pour circuits continus
- Condensateurs de compensation de puissance
- Condensateurs de haute tension
- Condensateurs pour chauffage par induction
- Condensateurs pour impulsions
- Condensateurs DC LINK
- Condensateurs pour circuits AC/DC
- Aller à la sous-catégorie
- Filtres anti-interférences
- Supercondensateurs
-
Protection contre les surtensions
- Protection contre les surtensions pour les applications coaxiales
- Protection contre les surtensions pour les systèmes de vidéosurveillance
- Parafoudres de ligne électrique
- Protection contre surtensions pour LED
- Parafoudres pour le photovoltaïque
- Protection du système de pesage
- Protection contre les surtensions pour bus de terrain
- Aller à la sous-catégorie
- Aller à la sous-catégorie
-
Relais et contacteurs
- Théorie relais et contacteurs
- Relais statiques triphasés
- Relais statiques CC
- Régulateurs, circuits de commande et accessoires
- Démarrages progressifs et contacteurs inverseurs
- Relais electromécaniques
- Contacteurs
- Commutateurs rotatifs
-
Relais statiques monophasés
- Relais semi-conducteurs AC monophasés, série 1 | D2425 | D2450
- Relais à semi-conducteurs CA monophasés, séries CWA et CWD
- Relais à semi-conducteurs CA monophasés des séries CMRA et CMRD
- Relais à semi-conducteurs CA monophasés, série PS
- Relais semi-conducteurs AC double et quadruple, série D24 D, TD24 Q, H12D48 D
- Relais statiques monophasés, série GN
- Relais à semi-conducteurs CA monophasés, série CKR
- Relais AC monophasés SÉRIES ERDA ET ERAA pour rail DIN
- Relais CA monophasés pour courant 150A
- Relais à semi-conducteurs doubles intégrés à un dissipateur thermique pour un rail DIN
- Aller à la sous-catégorie
- Relais statiques monophasé pour c.imp.
- Relais d'interface
- Aller à la sous-catégorie
- Composants inductifs
- Radiateurs, varistances, protections thermiques
- Ventilateurs
- Climatiseurs et accessoires d'armoires électriques
-
Batteries, chargeurs, blocs d'alimentation tampon et onduleurs
- Batteries et Chargeurs - théorie
- Batteries Li-ion et non-standards. Systèmes de gestion des batteries (BMS)
- Batteries
- Chargeurs de batteries et accessoires
- Alimentation de secours UPS et alimentation tampon
- Convertisseurs de tension et accessoires pour photovoltaïque
- Stockage d'Energie
- Réservoirs de carburant
- Batteries lithium-ion
- Aller à la sous-catégorie
-
Automatique industrielle
- Futaba Drone Parts
- Interrupteurs de fin de course, micro-rupteurs
- Capteurs et convertisseurs
- Pyromètres
- Compteurs, Relais temporisés, Indicateurs de tableau
- Appareils industriels de protection
- Signalisation lumineuse et sonore
- Caméra thermique
- Afficheurs à LED
- Boutons et commutateurs
-
Enregistreurs
- Enregistreur de température à bande et afficheur numérique - AL3000
- Enregistreurs à microprocesseur avec ecran LCD série KR2000
- Enregistreur KR5000
- Indicateur avec fonction enregistrement de température et humidité HN-CH
- Matériaux consommables pour enregistreurs
- Enregistreur graphique compact 71VR1
- Enregistreur KR3000
- Enregistreur PC série R1M
- Enregistreur PC série R2M
- Enregistreur PC, 12 entrés isolées – RZMS
- Enregistreur PC, USB, 12 entrées isolées – RZUS
- Aller à la sous-catégorie
- Aller à la sous-catégorie
-
Câbles et chemins de câbles
- Fils
- Fils de Litz
- Câbles pour les applications spéciales
- Gaines
-
Tresses
- Tresses plates
- Tresses rondes
- Tresses très souples - plates
- Tresses très souples - rondes
- Tresses cuivre cylindriques
- Tresses cuivre cylindriques et protection
- Bandes de mise à la terre souples
- Tresses en acier zingué et inox
- Tresses isolantes en PVC - temp. 85°C
- Tresses plates en aluminium
- Kit de liaison - tresses et gaines
- Aller à la sous-catégorie
- Equipement pour la traction
- Cosses
- Barres flexible isolées
- Barre flexibles multicouches
- Systèmes de traçage des câbles
- Gaines annelées, tuyaux
- Aller à la sous-catégorie
- Voir toutes les catégories
-
Semi-conducteurs
-
-



Ceramika techniczna do procesów formowania wtryskowego metali

1. Wstęp
Metal Injection Molding (MIM) to zaawansowana technika formowania metali, która łączy w sobie zalety wtryskiwania tworzyw sztucznych i proszkowej metalurgii. Proces ten pozwala na produkcję złożonych części metalowych o wysokiej precyzji i doskonałych właściwościach mechanicznych.
Jest to jednocześnie proces niezwykle wrażliwy, niesie ze sobą kilka ryzyk i wyzwań, które mogą wpłynąć na jakość końcowego produktu oraz efektywność produkcji. Nadmierne przyleganie, nierównomierny rozkład termiczny i usuwanie spoiwa czy niejednolity skurcz elementu. Te i wiele innych problemów mogą zostać wyeliminowane dzięki użyciu ceramiki technicznej.
2. Wprowadzenie do formowania wtryskowego metali (MIM)
Formowanie wtryskowe metali (MIM) to technika produkcyjna, która polega na wtryskiwaniu „surowca” do form w celu tworzenia elementów o skomplikowanych kształtach z dużą powtarzalnością. Surowiec jest mieszaniną sproszkowanego metalu i spoiwa polimerowego, które utrzymuje materiał razem. Przed użyciem komponentów należy usunąć spoiwo i wzmocnić wewnętrzną strukturę części; osiąga się to poprzez poddanie komponentów procesom obróbki cieplnej debindingu i spiekania w piecu.
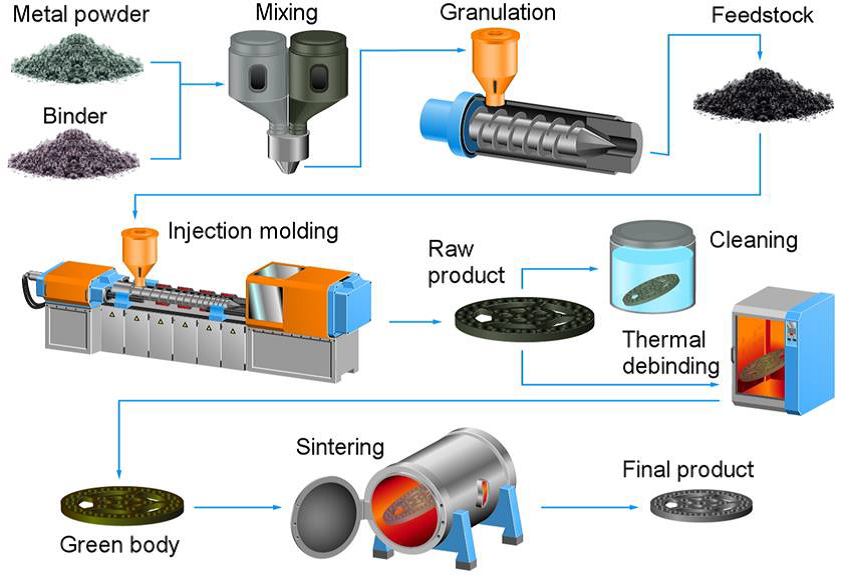
3. Etapy MIM
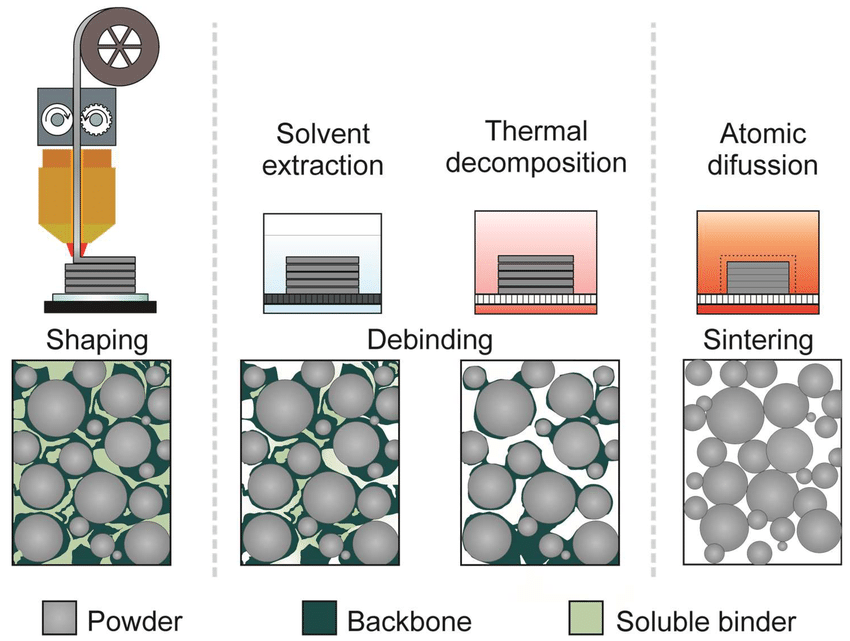
Debinding
Jest to proces usuwania spoiwa z części zielonej. Może być osiągnięty albo katalitycznie, gdzie spoiwo jest usuwane przy użyciu kombinacji dodatków katalitycznych, rozpuszczalników i wody, albo termicznie, co wymaga obróbki cieplnej w zmodyfikowanej atmosferze w piecu. Wymagana metoda zależy od rodzaju użytego surowca. Komponenty, które przeszły przez ten proces, są następnie określane jako części "brązowe". W zależności od rodzaju stosowanego surowca, może być konieczne zarówno chemiczne, jak i termiczne usuwanie zadziorów. Proces chemiczny usuwa większość spoiwa, natomiast proces termiczny usuwa resztki spoiwa, zwanego również "spoiwem szkieletowym". Proces ten jest często określany jako "rest debinding".
Spiekanie
Jest to proces obróbki cieplnej komponentów formowanych wtryskowo z metalu (MIM), które najpierw zostały poddane procesowi usuwania wypływek (części brązowe). Celem spiekania jest zmiana wewnętrznej mikrostruktury komponentów w celu poprawy ich ogólnej gęstości i ostatecznie wytrzymałości. Osiąga się to poprzez ogrzewanie części metalowych w piecu w atmosferze obojętnej do temperatury o około 20% niższej od temperatury topnienia metalu, co pozwala atomom na dyfuzję przez mikrostrukturę i łączenie się w gęstsze formacje. Podczas spiekania, części metalowe doświadczą pewnego skurczu, z 15-22% redukcją rozmiaru, w zależności od użytego metalu i ostatecznej gęstości części. Profile temperaturowe, atmosfera i równomierność temperatury w piecu zarówno podczas usuwania spoiwa, jak i spiekania muszą być kontrolowane bardzo dokładnie, aby uniknąć zniekształceń oraz powstawania pęknięć i pęcherzyków. Obojętna lub redukująca atmosfera jest również ważna, aby zapobiec utlenianiu się części.
4. Wykorzystanie płytek ceramicznych w procesie formowania wtryskowego metali (MIM)
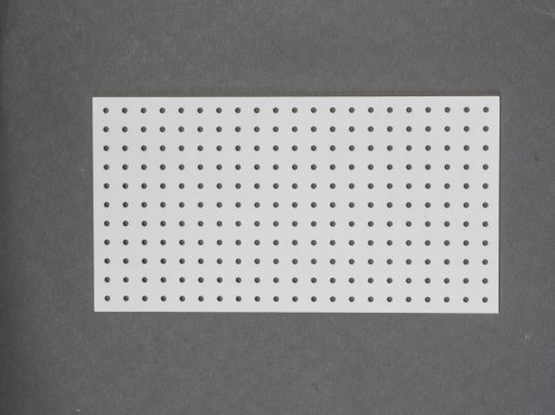
Płytki ceramiczne wykorzystywane są do transportowania elementów powstających w procesie formowania wtryskowego metali w trakcie wszystkich etapów. Ich zastosowanie pomaga w eliminacji wielu problemów występujących w procesie.
- Porowata, lecz gładka powierzchnia - brak przywierania lub topnienia spoiw, równomierne kurczenie się detalu
- Płyty z porowatej, wysokoczystej tlenkowej ceramiki aluminiowej 99,5% - jednolite kurczenie się, brak przebarwień, mniej lub brak potrzeby dalszej obróbki
- Porowatość powoduje że materiał jest lżejszy – wymagane jest mniej ciepła
Dzięki wysokiej odporności na cykle temperaturowe oraz wysoką temperaturę (1500°C) jedna płytka może posłużyć do transportowania, debindingu oraz spiekania. Wiąże się z tym oszczędność kosztów – nie potrzebne są dodatkowe narzędzia dla każdego procesu.
Płytki mogą zostać przycięte do dowolnego wymiaru, pozwala to na wykonanie w nich otworów dopasowanych do produktu podlegającemu obróbce. Są one przycinane laserem, co oznacza że wykonywanie dodatkowego narzędzia nie jest wymagane – kolejna oszczędność kosztów.

Rys. 2 Płytki ceramiczne
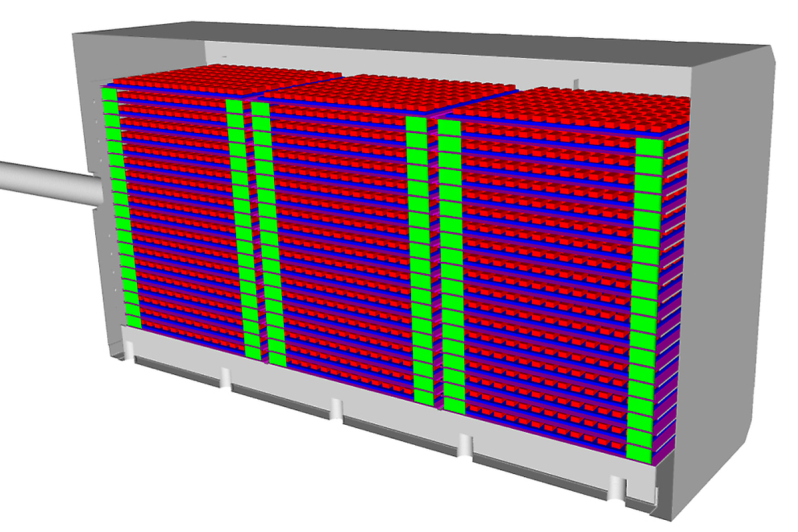
Rys. 3 Płytki z elementami umieszczone w piecu
5. Podsumowanie
Zastosowanie płytek z ceramiki w procesie formowania wtryskowego metali przynosi wymierne korzyści. Pozwala na znaczne zwiększenie efektywności produkcji przez ograniczenie ilości wadliwych produktów.
Jeśli są Państwo zainteresowani ofertą na płytki ceramiczne przycięte pod indywidualny wymiar – zapraszamy do kontaktu.
Masz pytania?
 +22 70 35 212
+22 70 35 212

Articles similaires
Now available – DC/DC converters from PREMIUM
We introduced a novelty to our permanent offer in DACPOL in the category of power supplies and converters and today...
Read more
New release in DACPOL lighting for lathes – Kira covers
We introduce a new product into the DACPOL category of industrial lighting and today we offer KIRA covers for...
Read more
Laissez un commentaire