Odporna na wilgoć i kondensację, wysokonapięciowa modułowa moc IGBT
Mitsubishi Electric stale udoskonala odporność urządzeń mocy, uwzględniając różne warunki środowiskowe, takie jak wilgoć i kondensacja.
Autorzy: Eugen Wiesner, MITSUBISHI ELECTRIC EUROPE B. V. K. Nakamura, K. Hatori, MITSUBISHI ELECTRIC CORPORATION
Wstęp
Elektronika mocy jest wystawiona na skrajne warunki środowiskowe podczas pracy, takie jak pył, temperatura, wilgotność, wibracje czy chemikalia. Profil temperatury i wilgotności ma szeroki zakres, zależny od zastosowania i miejsca działania.
W niektórych zastosowaniach górniczych poziom wilgotności względnej może osiągnąć nawet prawie 100% z kondensacją, kroplami i wysokociśnieniowym rozpylaniem wody do kontroli pyłu [1].
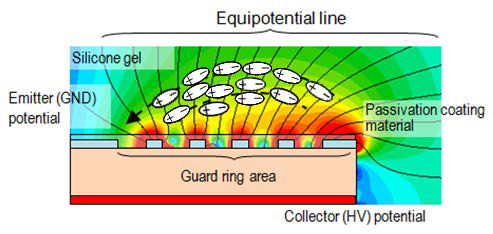
Rysunek 1: Zasada polaryzacji żelu w obszarze pierścienia ochronnego na układzie scalonym
Moduł mocy IGBT jako kluczowy element elektroniki mocy jest narażony nawet na takie trudne warunki środowiskowe. Chociaż wpływ temperatury na żywotność półprzewodników mocy został już dość intensywnie zbadany, wilgotność nie była dotąd brana pod uwagę ze względu na brak modeli czasu życia lub wiedzy na temat mechanizmów awarii. Szczególnie dla modułów mocy IGBT o obudowie typu "case" wilgotność staje się istotnym parametrem z powodu niehermetycznej konstrukcji opakowania i wysokiego pola elektrycznego na interfejsach półprzewodników, takich jak obszar pasywacji. W rezultacie konieczne stało się bardziej szczegółowe zbadanie mechanizmów awarii spowodowanych wilgocią i opracowanie odpowiednich modeli czasu życia.
W niniejszym artykule przedstawiono wyniki badań przeprowadzonych przez Mitsubishi Electric dotyczących wpływu wilgotności i kondensacji na trwałość modułów mocy IGBT o wysokim napięciu.
Mechanizmy awarii związane z wilgotnością i model czasu życia
Elektromigracja elektromechaniczna (ECM) i korozja aluminium to dwa możliwe i dobrze opisane [2] mechanizmy awarii półprzewodników mocy spowodowane wilgocią. W przypadku pierwszego (ECM) można wykryć wzrost dendrytyczny miedzi lub srebra na obszarze pasywacji układu scalonego. W drugim przypadku, na pierścieniu ochronnym koroduje metalizacja aluminiowa.
Oprócz opisanych powyżej dwóch mechanizmów awarii spowodowanych wilgocią i wymagających długotrwałego wpływu, Mitsubishi Electric odkryło i opublikowało inny mechanizm awarii, który może wystąpić nawet po krótkim działaniu wilgoci lub kondensacji [4]. Awaria ta może wystąpić w przypadku polaryzacji żelu i akumulacji ładunku powierzchniowego przy wysokim napięciu powyżej obszaru pierścienia ochronnego. Na rysunku 1 przedstawiono zasadniczą strukturę obszaru pierścienia ochronnego układu scalonego z efektem polaryzacji żelu. Chłonność wilgoci w module przyspiesza polaryzację. Z polaryzacji wynika akumulacja ładunku powierzchniowego nad obszarem pierścienia ochronnego układu scalonego, co powoduje degradację zdolności blokowania urządzenia. Może to w końcu prowadzić do awarii urządzenia.
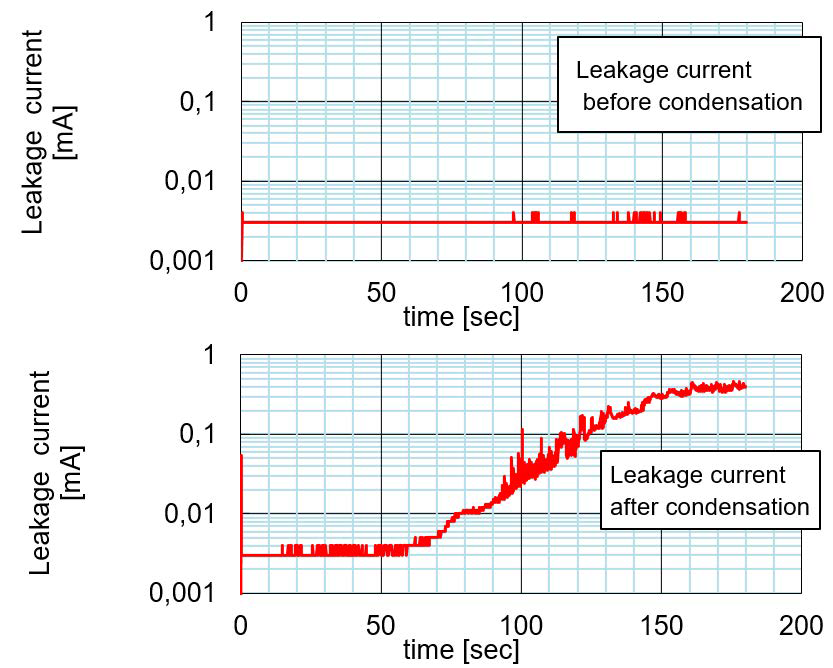
Rysunek 2: Wzrost prądu wyciekowego po zdarzeniu kondensacji
Zjawisko to można wykryć poprzez wzrost prądu wyciekowego po zdarzeniu kondensacji. Wzrost prądu wyciekowego nie następuje natychmiastowo. Kilka sekund zajmuje, zanim prąd wzrośnie po zastosowaniu napięcia. Na rysunku 2 pokazano porównanie charakterystyki prądu wyciekowego między suchymi warunkami a po kondensacji.
Sama wiedza o mechanizmie awarii nie wystarcza, aby zdecydować, czy urządzenie mocy będzie działać przez określony czas w danych warunkach. Dlatego Mitsubishi Electric opracowało i zaproponowało model czasu życia uwzględniający wilgotność [2]:
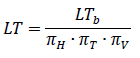
LI to szacowany czas życia urządzenia mocy. Współczynniki πH, πT i πV to współczynniki przyspieszenia zaproponowane przez [3]. Te współczynniki mogą zostać zdefiniowane poprzez pomiar HV-H3TRB w różnych warunkach. LTb to czas życia podstawowy. Może być obliczony z przekształcenia różnych warunków używanych podczas oceny HV-H3TRB na tylko jeden warunki referencyjne, na przykład 75%RH, 25°C i 1500V (dla modułu IGBT o napięciu 3300V).
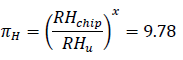
W poniższym przykładzie pokazano, jak można zdefiniować i obliczyć związane z wilgotnością parametry, używając modułu IGBT o napięciu 3300V. W pierwszym kroku współczynnik przyspieszenia wilgotności πH można obliczyć, używając wyników dwóch testów HV-H3TRB. Jeden test (test A) został przeprowadzony przy 85% RH, a drugi test (test B) przy 95% RH.
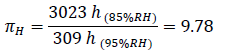
Do obliczeń użyto wartości 50% rozkładu Weibulla. Inne parametry testu, takie jak temperatura i napięcie, były takie same dla obu testów. Szczegółowe wyniki oceny przedstawiono poniżej na rysunku 3.
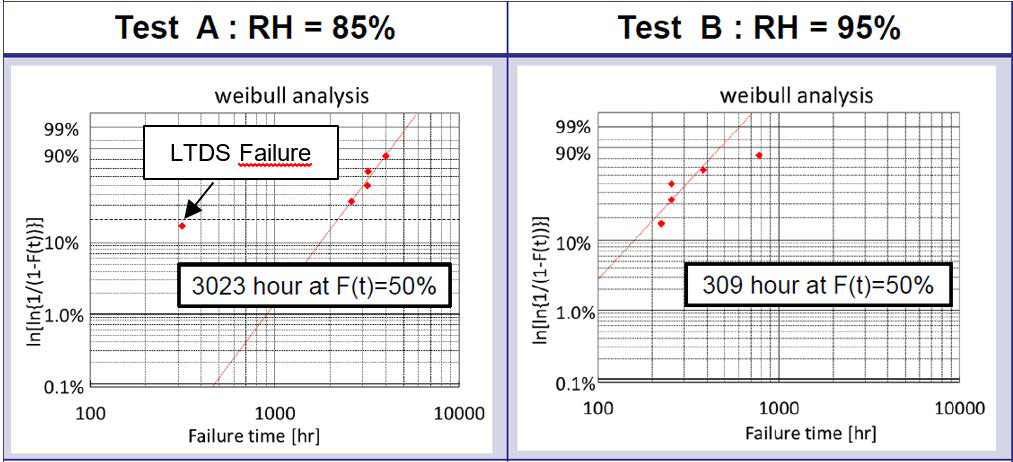
Rysunek 3: Wynik oceny HV-H3TRB z modułem IGBT o napięciu 3300V
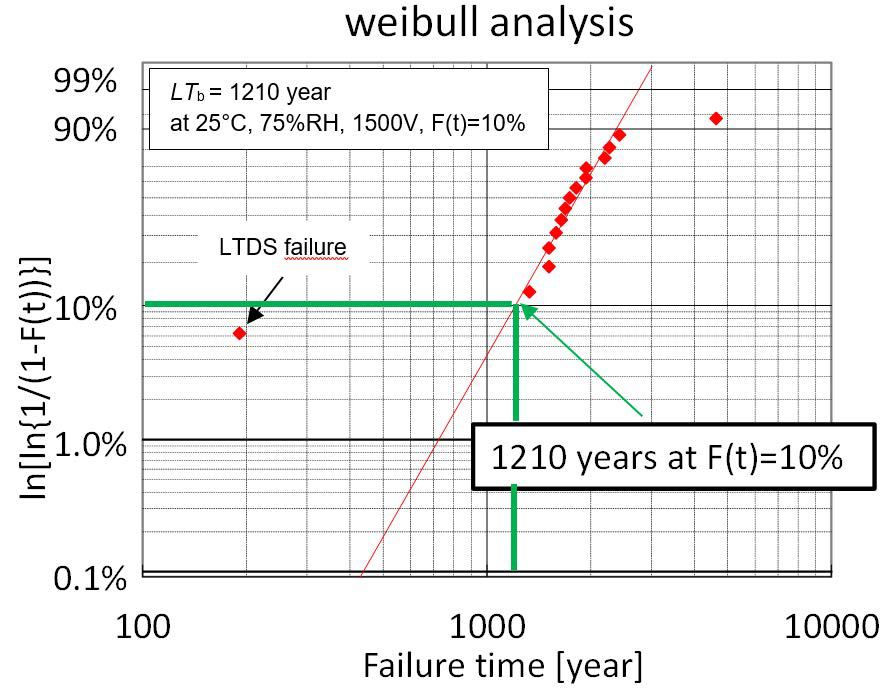
Rysunek 4: Szacowanie czasu życia podstawowego z wyników testu oceny HV-H3TRB dla modułu IGBT o napięciu 3300V
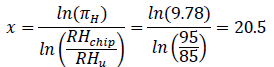
W drugim kroku można obliczyć empiryczny współczynnik x, używając modelu Pecka, jak pokazano poniżej:
W trzecim kroku każdy punkt testowania z oceny HV-H3TRB można przekształcić na krzywą bazową w warunkach referencyjnych (75%RH, 25°C, 1500V), aby zdefiniować czas życia podstawowego (LTb).
Wszystkie przeniesione punkty testowania z różnych testów HV-H3TRB można przedstawić na jednym diagramie Weibulla, jak pokazano na rysunku 4. Dzięki temu można oszacować czas życia podstawowego przy warunkach referencyjnych, na przykład przy uwzględnieniu wartości 10% z rozkładu Weibulla.
Na podstawie opracowanego modelu czasu życia związanej z wilgotnością użytkownik może wiele się nauczyć. Na przykład krzywe czasu życia modułów IGBT można przedstawiać na diagramie wilgotność vs. temperatura, aby zbadać wpływ wzrostu temperatury na czas życia, jak pokazano na rysunku 5. Podczas pracy wilgotność bezwzględna jest prawie stała, natomiast temperatura jest zmienna. Diagram na rysunku 5 pokazuje, że nawet niewielki wzrost temperatury o 4 °C przy takiej samej wilgotności bezwzględnej może zwiększyć czas życia urządzenia nawet 30-krotnie. Dlatego rozruch falownika powinien być starannie rozważany ze względu na niską temperaturę.
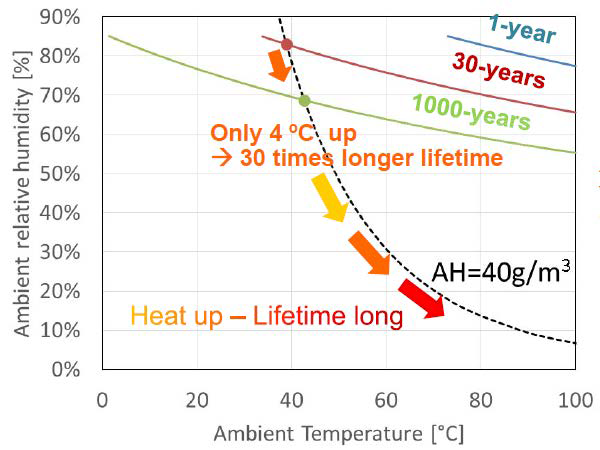
Rysunek 5: Wpływ wzrostu temperatury na czas życia modułu
Metoda testowania kondensacji modułu IGBT
Oryginalna metoda testowania kondensacji w celu sprawdzenia odporności urządzenia mocy na kondensację została zaproponowana przez Mitsubishi Electric w 2015 roku [4]. Przed zdarzeniem kondensacji moduł mocy umieszczano w komorze wilgotnościowej w warunkach 85°C i 85%RH przez 36 godzin. Czas ten jest konieczny, aby upewnić się, że wilgotność dotarła do wszystkich części wewnątrz modułu IGBT. Urządzenie mocy będzie wtedy "nasycane" wilgocią. Po przechowaniu w komorze wilgotnościowej próbki zostaną szybko schłodzone z 85°C do 10°C, używając radiatora na zewnątrz komory klimatycznej. To szybkie schłodzenie powoduje kondensację wewnątrz modułu mocy. Ostatecznie po kondensacji monitorowany jest prąd wyciekowy i porównywany z charakterystyką przed kondensacją. Warunki pola w najgorszym przypadku nie są zazwyczaj tak trudne, jak podczas przeprowadzania testów kondensacji. Zgodnie z normą IEC 60721-3-5 5K2 warunkiem wstępnym dla szybkiej zmiany temperatury jest 35°C i 95%RH. Testowanie z konwencjonalnym podejściem przy takich warunkach byłoby bardzo czasochłonne.
Mitsubishi Electric zaproponowało nowe automatyczne podejście do testowania kondensacji, aby przeprowadzać test cykliczny kondensacji bardziej efektywnie, używając komory wilgotnościowej [5]. Ten automatyczny test pomaga wyznaczyć współczynniki przyspieszenia między warunkami terenowymi a testami kwalifikacyjnymi. Proponowana nowa sekwencja testu kondensacji pokazana jest na rysunku 6. Zamiast chłodzić moduł mocy na zewnątrz przy użyciu radiatora, komora klimatyczna jest używana do generowania kondensacji. Zaleta tego rozwiązania polega na tym, że możliwe jest osiągnięcie porównywalnych wyników z testem konwencjonalnym w sposób bardziej efektywny i szybki.
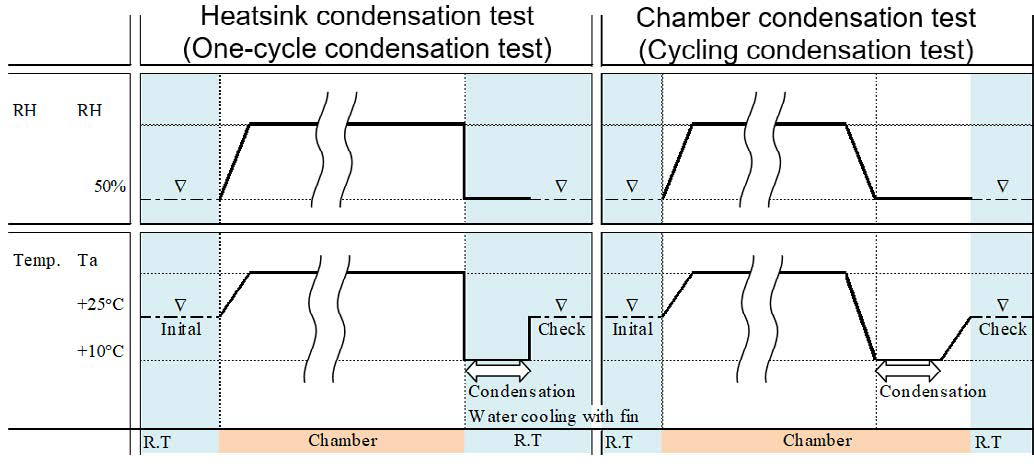
Rysunek 6: Nowa sekwencja testu cyklicznej kondensacji
Najnowsze technologie modułów IGBT o wysokim napięciu
Podczas badania wilgotności istniejących modułów mocy zidentyfikowano najbardziej wrażliwe komponenty projektowe. Duży wpływ na odporność urządzenia na wilgoć miała selekcja odpowiedniej gumy silikonowej i projekt struktury pasywacji układu scalonego (pierścień ochronny). Szczególnie poprawa struktury pasywacji prowadzi do zwiększenia odporności urządzenia na wilgoć. Opracowana przez Mitsubishi Electric technologia kontroli ładunku powierzchniowego (SCC) obszaru pasywacji stanowi kluczowy czynnik poprawy trwałości urządzenia mocy. Zawiera ona warstwę półizolacyjną nad strukturą pierścienia ochronnego krzemu, jak pokazano na rysunku 7.
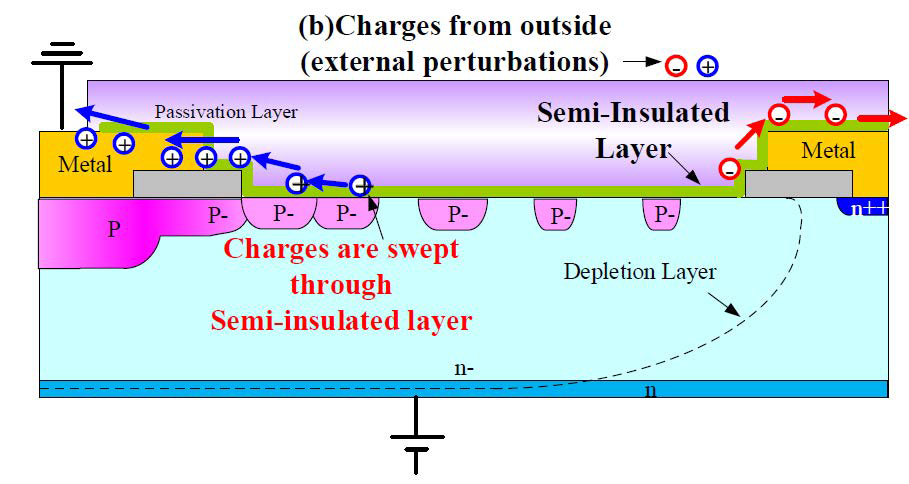
Rysunek 7: Technologia kontroli ładunku powierzchniowego
Ta warstwa półizolacyjna zapobiega akumulacji ładunków powierzchniowych [6]. Najnowsze moduły mocy o wysokim napięciu serii X od Mitsubishi Electric wykorzystują technologię SCC.
Możliwości urządzenia mocy serii X wobec kondensacji zostały przetestowane za pomocą opisanego wcześniej testu cyklicznej kondensacji i porównane z konwencjonalnym modułem. Przy ocenie konwencjonalnego modułu stwierdzono współczynnik przyspieszenia wynoszący 80 między 85°C/85%RH a 36°C/95%RH. Porównując nową serię X z projektem konwencjonalnym przy 85°C/85%RH, potwierdzono poprawę o ponad 100-krotnie w wyniku testów. Na podstawie tych wyników testów można wywnioskować o niezrównanej odporności na 8000 zdarzeń kondensacji w warunkach referencyjnych IEC 60721-3-5 5K2 dla nowej serii X, patrz rysunek 8.
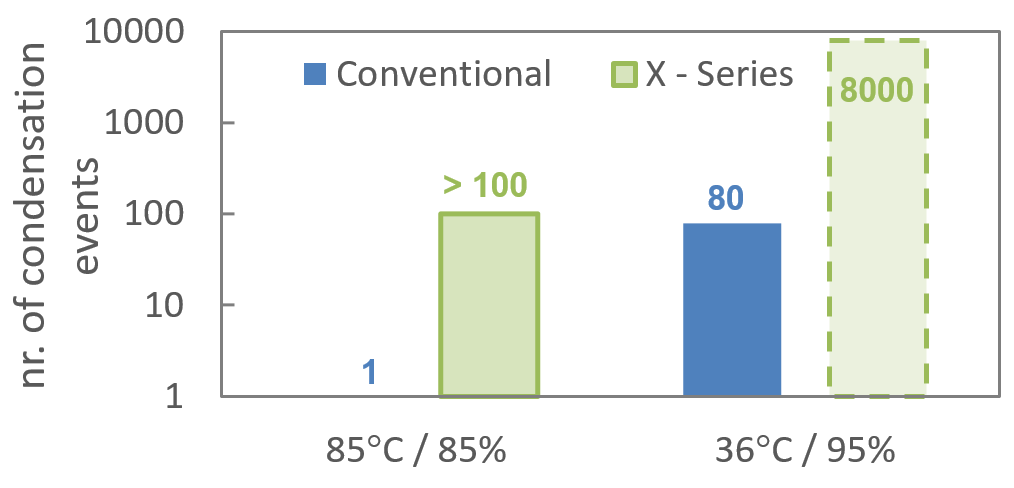
Rysunek 8: Technologia serii X wobec wilgotności i kondensacji w porównaniu z produktem konwencjonalnym
Podsumowanie
Dzięki najnowszym modułom mocy IGBT serii X można poprawić zdolności urządzenia wobec wilgotności i kondensacji. Opracowano także podstawowe podejście do określenia modelu czasu życia dla wilgotności, co daje użytkownikowi pewność poprawnej pracy falownika. Z drugiej strony technologia SiC, która jest nadchodzącym trendem, nadal stanowi wyzwanie, zwłaszcza ze względu na mniejsze struktury i nowe materiały. Wnioski wyciągnięte w przeszłości z technologii Si IGBT mogą być częściowo wykorzystane i stosowane również dla modułów mocy SiC o wysokim napięciu w przyszłości.
Odnośniki
[1] Dustin Selvey, "Overview of the Unique Requirements and Challenges for Power Electronics in Mining Equipment" APEC, Long Beach, California, 2016.
[2] Y. Kitajima et al., "Lifetime Estimation Model of HVIGBT Considering Humidity," PCIM Europe 2017, Nuremberg, Germany, 2017.
[3] C. Zorn and N. Kaminski, "Temperature Humidity Bias (THB) Testing on IGBT Modules at High Bias Levels," CIPS 2014; Nuremberg, Germany, 2014.
[4] N. Tanaka, "Robust IVIGBT module design against high humidity", PCIM 2015.
[5] K. Nakamura, "The test method to confirm robustness against condensation", EPE 2019.
[6] S. Honda, T. Harada, A. Nishii, Z. Chen and K. Shimizu, "High voltage device edge termination for wide temperature range plus humidity with surface charge control (SCC) technology," ISPSD 2016, Prague, 2016.




Dodaj komentarz